 ENG
ENG 
1. Uloga i primjena Stroj za brizganje PVC-a
Kao osnovna oprema industrije prerade plastike, PVC stroj za injekcijsko prešanje igra vitalnu ulogu u današnjem polju industrijske proizvodnje. Polivinil klorid (PVC), kao svestran, isplativ i izdržljiv termoplastični materijal, naširoko se koristi u mnogim područjima kao što su građevinarstvo, medicina, automobili i roba široke potrošnje putem procesa injekcijskog prešanja.

Stroj za brizganje PVC-a posebna je oprema za brizganje koja se posebno koristi za obradu polivinilkloridnih materijala, a zauzima nezamjenjivo mjesto u industriji prerade plastike. Prema statistici industrijskih podataka, oko 23% svjetske proizvodnje plastike za injekcijsko prešanje uključuje PVC materijale, posebno u području građevinskih cijevi, medicinske opreme te žica i kabela, omjer primjene strojeva za injekcijsko prešanje PVC-a je čak više od 60%. Iza ove široke primjene stoje jedinstvene prednosti izvedbe samih PVC materijala i učinkovita kombinacija procesa injekcijskog prešanja.
Glavna funkcija stroja za injekcijsko prešanje PVC-a je pretvaranje sirovina u plastične proizvode precizne veličine i funkcionalnih karakteristika kroz tri ključne faze: plastificiranje zagrijavanjem, visokotlačno injektiranje i kalupljenje. U usporedbi s općim strojevima za injekcijsko prešanje, strojevi za injekcijsko prešanje PVC-a optimizirani su za karakteristike PVC materijala i mogu učinkovito prevladati tehničke poteškoće u obradi PVC-a, kao što su loša toplinska stabilnost, visoka viskoznost taline i laka razgradnja. U građevinskoj industriji, cijevni priključci, spojevi i pribor za vrata i prozore proizvedeni strojevima za injekcijsko prešanje PVC-a imaju izvrsnu otpornost na vremenske uvjete i kemijsku stabilnost; u području medicine, proizvodi kao što su vrećice za infuziju i kateteri oblikovani injekcijskim prešanjem PVC-a ispunjavaju stroge zahtjeve biokompatibilnosti.
Iz perspektive industrijskog lanca, strojevi za brizganje PVC-a su središnja karika između sirovina i terminalnih aplikacija, a njihova tehnička razina izravno utječe na kvalitetu i trošak proizvodnje konačnog proizvoda. Kvalificirani PVC stroj za injekcijsko prešanje obično se sastoji od ključnih komponenti kao što su sustav za ubrizgavanje, sustav za stezanje kalupa, hidraulički sustav, sustav upravljanja i sustav kontrole temperature. Koordinirani rad ovih sustava osigurava da PVC materijali mogu završiti proces kalupljenja pod optimalnim uvjetima. S poboljšanjem zahtjeva za zaštitu okoliša i porastom medicinskih potreba, strojevi za brizganje PVC-a razvijaju se u preciznijem, energetski štedljivijem i inteligentnijem smjeru.
Specifičnost industrije PVC strojeva za injekcijsko prešanje također se ogleda u njihovoj prilagodljivosti formulacijama materijala. PVC, kao plastika čija se svojstva mogu podešavati aditivima, dijeli se u dvije kategorije: kruti PVC (RPVC) i fleksibilni PVC (FPVC). Čvrsti PVC ima visoku čvrstoću i krutost i često se koristi u građevinskim materijalima; dok savitljivi PVC dodatkom plastifikatora postaje mekan i elastičan te je pogodan za proizvode poput medicinskih cijevi. Strojevi za injekcijsko prešanje PVC-a moraju biti u stanju rukovati s ove dvije značajno različite vrste materijala, što zahtijeva da oprema ima širi procesni prozor i fleksibilnije mogućnosti podešavanja parametara. U isto vrijeme, uz sve strože ekološke propise, primjena bezolovnih stabilizatora i novih ekološki prihvatljivih plastifikatora postavila je i nove tehničke zahtjeve za PVC strojeve za injekcijsko prešanje.
Što se tiče ekonomske koristi, strojevi za brizganje PVC-a proizvođačima pružaju visoko konkurentna proizvodna rješenja. U usporedbi s obradom metala ili drugim procesima prešanja plastike, PVC injekcijsko prešanje ima prednosti kratkog ciklusa, visoke iskoristivosti materijala i male potražnje za radnom snagom, što je posebno prikladno za proizvodnju velikih standardiziranih proizvoda. Uzimajući PVC cijevne spojnice u građevinskoj industriji kao primjer, dnevni proizvodni kapacitet srednje veličine PVC stroja za injekcijsko prešanje može doseći 5.000-8.000 komada, a pogreška težine proizvoda može se kontrolirati unutar ±0,5%. Takvu točnost i učinkovitost teško je postići drugim procesima. Osim toga, strojevi za injekcijsko prešanje PVC-a također imaju karakteristike dugog vijeka trajanja kalupa (obično do 500.000 do 1 milijun puta) i relativno niske potrošnje energije (oko 40% uštede energije u usporedbi s lijevima pod pritiskom), što dodatno smanjuje troškove proizvodnje.
Kontinuiranim razvojem trenda "plastika koja zamjenjuje čelik", važnost strojeva za brizganje PVC-a dodatno će se istaknuti. Osobito u području primjene traženja male težine, otpornosti na koroziju i kontrole troškova, PVC proizvodi za injekcijsko prešanje neprestano zamjenjuju tradicionalne materijale. Kao ključna oprema za postizanje ove transformacije, tehnološke inovacije i tržišna ekspanzija PVC strojeva za injekcijsko prešanje nastavit će privlačiti pozornost industrije.
2. Princip rada i tijek procesa strojeva za brizganje PVC-a
Princip rada strojeva za injekcijsko prešanje PVC-a temelji se na karakteristikama termoplasta za prešanje. Preciznim kontroliranjem parametara kao što su temperatura, tlak i brzina, PVC sirovine se pretvaraju u proizvode željenog oblika. Ovaj proces integrira multidisciplinarne tehnologije kao što su strojarstvo, znanost o materijalima i automatska kontrola kako bi se formirao složen i precizan sustav obrade. Razumijevanje principa rada strojeva za injekcijsko prešanje PVC-a presudno je za optimizaciju proizvodnih procesa i poboljšanje kvalitete proizvoda.
Sastav i funkcija sustava
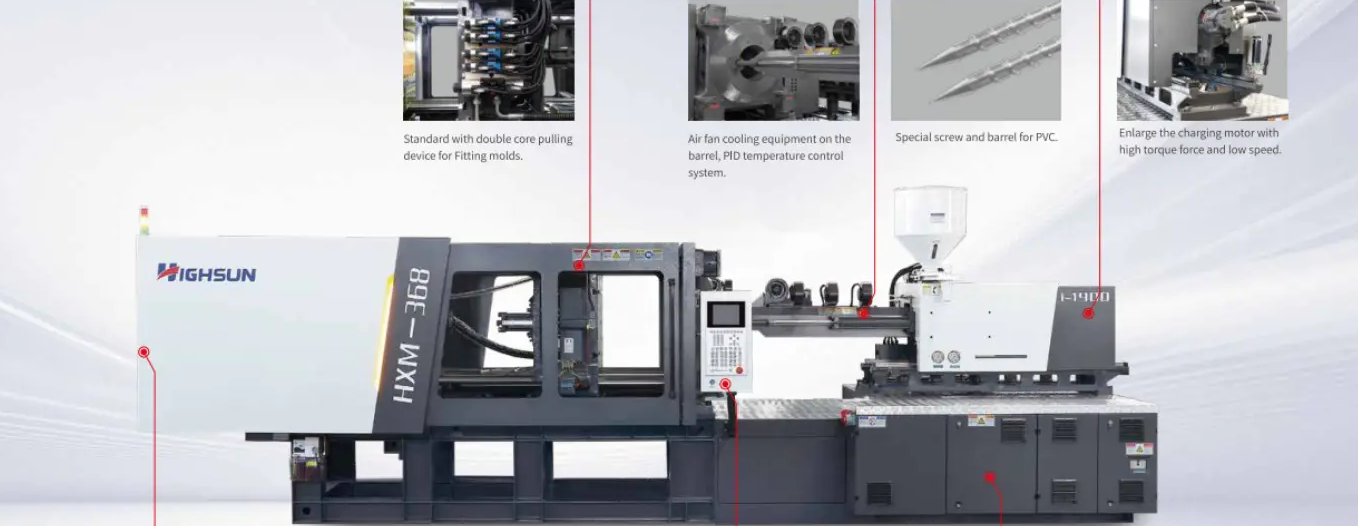
Stroj za brizganje PVC-a uglavnom se sastoji od pet sustava: sustav ubrizgavanja, sustav stezanja, hidraulički sustav, sustav upravljanja i sustav kontrole temperature. Sustav za brizganje odgovoran je za plastificiranje i brizganje PVC materijala. To je temeljni dio opreme i uključuje ključne komponente kao što su spremnik, bačva, puž i mlaznica. Za razliku od općih strojeva za injekcijsko prešanje, vijak stroja za injekcijsko prešanje PVC-a obično ima poseban dizajn, s malim omjerom duljine i promjera (L/D) (općenito između 18:1 i 22:1) i niskim omjerom kompresije (oko 1,8-2,5) kako bi se smanjio unos topline smicanja u PVC materijale osjetljive na toplinu. Sustav stezanja omogućuje otvaranje i zatvaranje kalupa te silu stezanja kako bi se osiguralo da se kalup ne otvori pritiskom taline tijekom procesa kalupljenja. Njegovi strukturni oblici uključuju preklopni tip, hidraulički tip i električni tip. Hidraulički sustav osigurava snagu za cijeli stroj i kontrolira kretanje svakog aktuatora; upravljački sustav je odgovoran za podešavanje parametara, kontrolu programa i praćenje procesa; sustav kontrole temperature održava preciznu temperaturu bačve i kalupa, što je posebno važno za materijale osjetljive na toplinu kao što je PVC.
Analiza radnog ciklusa
Brizganje PVC-a je ciklički proces, a svaki ciklus sadrži niz urednih radnji. Prema industrijskim standardima, kompletan radni ciklus uključuje sljedeće faze: zatvaranje kalupa → injektiranje → držanje tlaka → hlađenje → plastificiranje → otvaranje kalupa → izbacivanje proizvoda.
U fazi zatvaranja kalupa, kalup se zatvara pod visokim pritiskom, a sila stezanja izračunava se na temelju površine projekcije proizvoda i tlaka ubrizgavanja, obično 30-80 MPa. U fazi ubrizgavanja, vijak se pomiče prema naprijed kako bi ubrizgao rastaljeni PVC na prednjem kraju bačve u šupljinu kalupa pod visokim tlakom (obično 80-180MPa) i velikom brzinom. Ovaj proces traje nekoliko sekundi, a brzina ubrizgavanja može se kontrolirati u dijelovima kako bi se prilagodila složenim strukturama proizvoda. Održavanje određenog tlaka u fazi održavanja tlaka kako bi se nadoknadio materijal smanjen zbog skupljanja pri hlađenju ključno je za točnost dimenzija i kvalitetu površine proizvoda. Faza hlađenja omogućuje skrućivanje proizvoda u kalupu, a vrijeme ovisi o debljini stjenke i učinkovitosti hlađenja. U fazi plastificiranja, vijak se okreće kako bi transportirao i otopio novi materijal naprijed kako bi se pripremio za sljedeći ciklus, te se istovremeno povlači u postavljeni položaj. Konačno, kalup se otvara, a mehanizam za izbacivanje vadi proizvod iz kalupa kako bi dovršio ciklus.
Tablica: Tipični rasponi procesnih parametara za PVC injekcijsko prešanje
| Kategorija parametra | Čvrsti PVC (RPVC) | Meki PVC (FPVC) | Ključni utjecaj |
| Temperatura bačve (℃) | 160-190 (prikaz, stručni). | 150-180 (prikaz, ostalo). | Fluidnost taline, opasnost od toplinske razgradnje |
| Temperatura kalupa (℃) | 30-50 (prikaz, stručni). | 20-40 (prikaz, stručni). | Brzina hlađenja, površinski sjaj |
| Tlak ubrizgavanja (MPa) | 80-150 (prikaz, stručni). | 70-130 (prikaz, stručni). | Integritet punjenja kalupa, unutarnje naprezanje |
| Tlak zadržavanja (MPa) | 40-80 (prikaz, ostalo). | 30-60 (prikaz, stručni).
| Skupljanje, točnost dimenzija |
| Brzina vijka (rpm) |
30-70 (prikaz, stručni). | 25-60 (prikaz, stručni).
| Kvaliteta plastificiranja, toplina smicanja |
| Povratni tlak (MPa) | 3-10 (prikaz, stručni). | 2-8 | Gustoća taline, učinkovitost plastifikacije |
- Osobitosti obrade PVC-a
PVC injekcijsko prešanje ima značajne razlike u procesu u usporedbi s općom plastikom kao što su PP i PE, što je uglavnom zbog svojstava materijala PVC-a. PVC ima lošu toplinsku stabilnost i lako se razgrađuje i oslobađa klorovodik (HCl) na visokim temperaturama. Stoga je temperaturni prozor obrade uzak, obično se kontrolira unutar raspona od 150-190°C, što je puno niže od njegove teorijske temperature razgradnje (oko 210°C). Kako bi odgovorili na ovaj izazov, strojevi za injekcijsko prešanje PVC-a obično su opremljeni preciznijim sustavima kontrole temperature, s preciznošću kontrole temperature u zoni do ±1°C i posebnim dizajnom vijka za smanjenje zagrijavanja od smicanja. U isto vrijeme, talina PVC-a ima visoku viskoznost i slaba svojstva tečenja, zahtijevajući viši tlak ubrizgavanja (obično 20-30% viši od PP) da se u potpunosti ispuni kalup. Osim toga, aditivi u PVC formulama kao što su stabilizatori i maziva mogu stvarati naslage u bačvi, tako da strojevi za brizganje PVC-a zahtijevaju češće čišćenje i održavanje.
- Principi plastificiranja i brizganja
Proces plastificiranja PVC-a složen je proces transformacije agregatnog stanja. Nakon što čvrste čestice PVC-a uđu u bačvu iz spremnika, podvrgavaju se transformaciji iz staklastog stanja, visokoelastičnog stanja u stanje viskoznog tečenja pod zagrijavanjem i smicanjem. Rotacija vijka stvara vučni tok za transport materijala naprijed, dok djelovanje smicanja i vanjsko zagrijavanje postupno tope PVC. Budući da je PVC polarni materijal, njegovo se ponašanje pri taljenju razlikuje od ponašanja nepolarne plastike kao što je PE i zahtijeva veći unos energije. Na kraju plastificiranja rastaljeni PVC se nakuplja na prednjem kraju vijka, gurajući vijak natrag u postavljeni položaj. U fazi ubrizgavanja, vijak se pretvara u klip, a talina se ubrizgava u šupljinu kalupa konstantnom brzinom ili segmentiranom brzinom pod pritiskom hidrauličkog cilindra. Na ponašanje tečenja PVC taline u šupljini kalupa utječu temperatura kalupa, dizajn klizača i parametri ubrizgavanja. Razumne postavke procesa mogu izbjeći nedostatke kao što su tragovi prskanja i linije zavara.
- Ključne točke upravljanja procesom
Uspješno brizganje PVC-a ovisi o preciznoj kontroli ključnih parametara. Kontrola temperature je primarni faktor. Bačva je obično podijeljena u 3-5 temperaturnih zona. Temperaturni gradijent raste od dovodnog otvora do mlaznice, ali maksimalna temperatura ne prelazi 190°C kako bi se spriječilo raspadanje. Brzina ubrizgavanja utječe na način punjenja taline i molekularnu orijentaciju. Proizvodi s debelim stijenkama trebaju se puniti malom brzinom kako bi se smanjio zaostali stres, dok dijelovi s tankim stijenkama zahtijevaju brzo ubrizgavanje kako bi se spriječila preuranjena koagulacija. Postavka pritiska i vremena držanja izravno utječe na brzinu skupljanja i dimenzionalnu stabilnost proizvoda te ju je potrebno optimizirati prema strukturi proizvoda i svojstvima materijala. Vrijeme hlađenja čini 60-70% cijelog ciklusa. Optimiziranje dizajna kanala za rashladnu vodu može poboljšati učinkovitost proizvodnje. Strojevi za injekcijsko prešanje PVC-a uglavnom koriste zatvorene upravljačke sustave za praćenje i podešavanje ovih parametara u stvarnom vremenu kako bi se osigurala stabilnost procesa i konzistentnost proizvoda.
Princip rada PVC strojeva za injekcijsko prešanje utjelovljuje savršenu kombinaciju mehaničkog dizajna i znanosti o materijalima. Preciznim kontroliranjem termodinamičkih i reoloških procesa, PVC sirovine se pretvaraju u plastične proizvode s različitim funkcijama. Ovladavanje ovim principima teorijska je osnova za optimizaciju proizvodnih procesa i rješavanje problema kvalitete.
3. Karakteristike opreme i tehničke prednosti stroja za brizganje PVC-a
Kao vrsta posebne opreme za obradu plastike, PVC stroj za injekcijsko prešanje ima niz jedinstvenih dizajna koji odgovaraju svojstvima materijala. Ove značajke omogućuju mu da pokaže značajne tehničke prednosti pri obradi PVC materijala. Od mehaničke strukture do upravljačkog sustava, svaka karika stroja za injekcijsko prešanje PVC-a odražava pažljivo dizajniranje za posebne potrebe obrade PVC-a.
- Posebna izvedba vijaka
Osnovna značajka stroja za brizganje PVC-a je njegova posebna struktura vijka. U usporedbi s običnim vijcima za strojeve za injekcijsko prešanje, specijalni PVC vijci imaju sljedeće karakteristike: mali omjer širine i visine (L/D) (obično između 18:1 i 22:1), smanjujući vrijeme zadržavanja materijala; nizak omjer kompresije (oko 1,8-2,5), pogodan za PVC prah ili čestice koje se lako kompresiraju; duboki vijčani utor, smanjujući brzinu smicanja i stvaranje topline zbog trenja; dodavanje zaporne sekcije ili glave za miješanje radi poboljšanja ujednačenosti taline. Ovaj dizajn učinkovito rješava problem loše toplinske stabilnosti PVC-a i sprječava pregrijavanje i razgradnju materijala tijekom plastificiranja. Materijal vijka obično je izrađen od dvostrukog legiranog čelika ili posebno tretiran površinom kako bi se poboljšala otpornost na habanje i koroziju kako bi se nosio s kiselim plinom HCl koji se može stvoriti tijekom obrade PVC-a. Osim toga, raspon brzine vijka stroja za injekcijsko prešanje PVC-a je relativno uzak (obično 30-70rpm), i može se precizno kontrolirati kako bi se izbjeglo prekomjerno smicanje uzrokovano previsokom brzinom.
- Optimizacija sustava kontrole temperature






 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com haixiong@highsun-machinery.com
haixiong@highsun-machinery.com +86-136 8570 6288
+86-136 8570 6288